
Basic Info.
Conductive Way
One-Sided
Welding Spot Number
Double
Type
Universal
Transport Package
Wooden Box
Specification
STANDARD
Trademark
HBY
Origin
Henan
Production Capacity
5000 Per Month
Product Description
Welding range:
BY series mobile hand-held spot welding machine enjoys a high reputation in the industries of sheet metal, wire mesh welding, box, cabinet, anti-theft doors and windows, automobiles warranty, steel furniture, stainless steel products, kitchen equipment, air conditioning equipment. If the welding current and time are properly controlled, it can also weld various black, non-ferrous and precious metals such as copper alloy, gold, silver and so on, which can widely meet user requirements.
Usage and Characteristics of welding machine:
The welding machine has large rated capacity and small no-loading current.
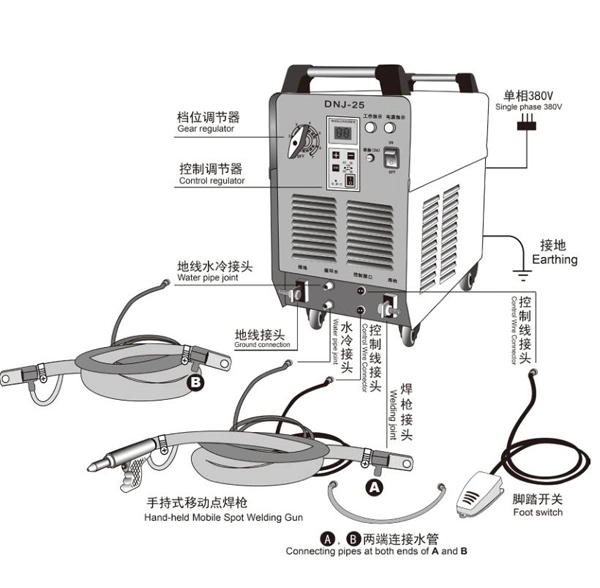
The structure features small size, light weight, movable, hangable, equipped with 2 meters external cable, hand-held spot welding torch and optional welding pliers, can penetrate into the welding parts and special parts for welding, especially for heavy workpieces that cannot be freely handled, mobile hand-held spot welding machine can be used.
Circuit characteristic welding time is controlled by cycle counting. Based on 50HZ cycle power frequency, the counting control is carried out. The time control is accurate. The connection and disconnection of resistance welding transformer are controlled by SCR module and micro-computer control panel, and the welding current intensity is uniformly adjusted by controlling the conduction angle. The welding quality is consistent and the performance is reliable. The connection and disconnection of resistance welding transformer are controlled by delicious time relay. The welding time and welding current strength are consistent and reliable.
Installation method:
Before using the machine, please read the instructions carefully and connect the power supply and the ground wire of the shell according to the spot welding machine model.
Before spot welding, the test welding should be carried out first, with the time from short to long and the current regulation from low to high.
While welding, the button can be activated only after the grip of the gripper or the pressure of the torch is tightened.
According to the need of the work, spot welding tongs or torches can be installed for welding.

Specifications:
Operating procedures
Welding time: should adjust the time dial, from short to long.
Welding pressure: According to the actual situation and feel of the operator.
Attention: Power must be cut off for inspection and maintenance, and attention should be paid to the safety of electricity consumption. Troubleshooting must be carried out by electrical professionals according to the above steps or electrical schematic diagram. Proper use and timely maintenance can prolong the service life of welding machine and improve work efficiency.
Typical Applications:


BY series mobile hand-held spot welding machine enjoys a high reputation in the industries of sheet metal, wire mesh welding, box, cabinet, anti-theft doors and windows, automobiles warranty, steel furniture, stainless steel products, kitchen equipment, air conditioning equipment. If the welding current and time are properly controlled, it can also weld various black, non-ferrous and precious metals such as copper alloy, gold, silver and so on, which can widely meet user requirements.

Usage and Characteristics of welding machine:
The welding machine has large rated capacity and small no-loading current.
The structure features small size, light weight, movable, hangable, equipped with 2 meters external cable, hand-held spot welding torch and optional welding pliers, can penetrate into the welding parts and special parts for welding, especially for heavy workpieces that cannot be freely handled, mobile hand-held spot welding machine can be used.
Circuit characteristic welding time is controlled by cycle counting. Based on 50HZ cycle power frequency, the counting control is carried out. The time control is accurate. The connection and disconnection of resistance welding transformer are controlled by SCR module and micro-computer control panel, and the welding current intensity is uniformly adjusted by controlling the conduction angle. The welding quality is consistent and the performance is reliable. The connection and disconnection of resistance welding transformer are controlled by delicious time relay. The welding time and welding current strength are consistent and reliable.

Installation method:
Before using the machine, please read the instructions carefully and connect the power supply and the ground wire of the shell according to the spot welding machine model.
Before spot welding, the test welding should be carried out first, with the time from short to long and the current regulation from low to high.
While welding, the button can be activated only after the grip of the gripper or the pressure of the torch is tightened.
According to the need of the work, spot welding tongs or torches can be installed for welding.

Specifications:
| Item | BY-16 | BY-25 | BY-35 | BY-50 |
| Power Supply | 220v/380v 50/60hz | 220v/380v 50/60hz | 220v/380v 50/60hz | 220v/380v 50/60hz |
| Welding Thickness(mm) | 0.8-2.0 0.1-2.0 | 0.8-3.0 0.1-3.0 | 0.8-4.0 0.1-4.0 | 0.8-5.0 0.1-5.0 |
| Rated Capacity(KVA) | 16 | 25 | 35 | 50 |
| Cooling Water Flow(MPa) | 0.15 | 0.15 | 0.15 | 0.15 |
| Weight(Kg) | 78 | 90 | 90 | 100 |
| Outer Size(cm) | 84*37*100 | 95*43*116 | 95*43*116 | 95*43*116 |
Operating procedures
- Preparations
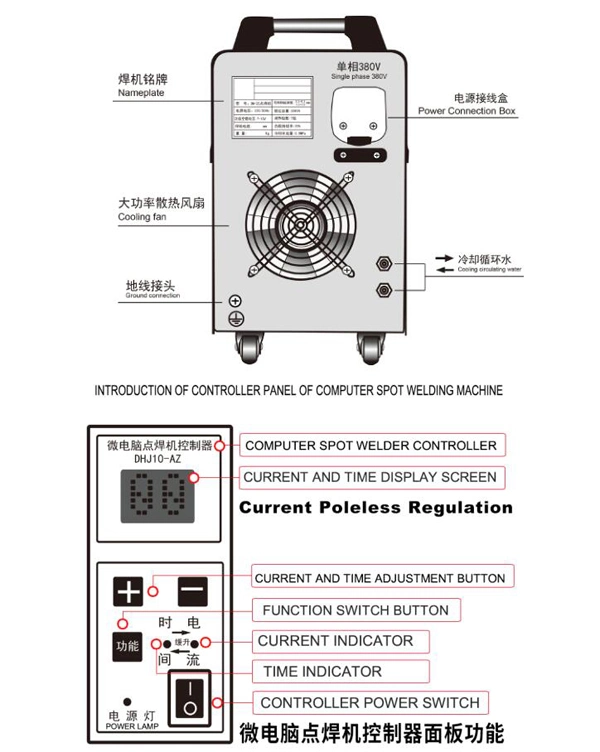
- Connect the input power line behind the welding machine into 220V or 380V power supply (according to customer requirements).
- The rear plate of the welder is marked with a grounding column, which should be firmly grounded.
- Cooling water must be well connected and enough water must be used for continuous welding.
- Firstly, screw the cable screw end into the welding torch or welding pliers, and no loosening of the tightening joint is allowed (for example, when single spot welding, a cable can be directly connected to the copper plate die).
- The other end of the two cables is screwed directly on the two lead electrodes of the welding machine. No loosening is allowed.
- The plug of the welding torch control switch is inserted into the corresponding socket.
- Set the current regulating knob on the panel to "1" position.
- Set the welding time to "0.1s" digitally.
- Welding operation
- Open the power switch of the welding machine and light the power indicator.
- According to the form and thickness of the workpiece, select the welding specification:
Welding time: should adjust the time dial, from short to long.
Welding pressure: According to the actual situation and feel of the operator.
- When the welding specifications is selected, the specimen is placed on the copper plate die, the workpiece is pressed with the welding torch, and the button on the handle of the welding torch is pressed (e.g. using spot welding pliers, clamping the workpiece with welding pliers, then stepping on the foot and pedaling the switch). At this time, the welding indicator lights up and triggers the switch for welding.
- According to the welding quality and the strength of the solder joint, the welding specifications can be revised repeatedly until the best condition is obtained. Finally, the data is regarded as the operation specifications.
- After welding, turn off the power switch of the welding machine and cut off the power supply.
- Notes
- Operators must operate in strict accordance with the operation.
- The surface of workpiece should be cleaned up of rust and oil stain, otherwise the quality of spot welding will be affected.
- During spot welding, the welding current, welding time and electrode pressure should be adjusted repeatedly before the maximum value can be obtained. The satisfactory welding effect can be obtained by optimizing the process parameters.
- When selecting welding specifications for trial welding, the welding time should be from short to long, and the current regulation should be from low to high.
- If the welding switch is pressed when the workpiece is not pressed, it will cause fire and blow up the workpiece surface.
- During the welding process, it is not allowed to pull the gear adjustment knob or the welding time number at will.
- The two electrodes are not allowed to touch each other.
- The connection between the cable and the components must be firm, otherwise the welding will lead to rapid local heating of the connection points. It will shorten the service life of welding machine, cable and other accessories.
- If the high current is used continuously and the temperature of the torch or clamp rises higher, the metal parts of the torch must be immersed in water to cool in time before they are used. If the temperature of the cable is too high, the service life of the cable and the parts of the welding machine will be shortened.
- All welding heads should be kept clean and tidy. When dirty, clean them with a file or No. 00 sand paper. After long term using, the welding head will become larger, to use a file to correct the original size and shape in time.
- Trouble Causes and Removal
- Welding machine does not work:
- Power supply, indicator light is not on. Check whether the power supply to the input terminal is normal or whether the 1 ampere glass fuse on the panel is burnt out.
- If the power supply indicator is on and the welding indicator is not on, the power should be turned on the check whether the wiring inside the machine is broken off due to vibration or whether the circuit board components are burnt out.
- The power supply indicator is on and the welding indicator is working. The multimeter is used to check whether the output voltage of the lead and cable connection of the welding transformer is normal and whether the welding heads contact is intact.
- Maintenance and testing must disconnect the power supply and pay attention to the safety of power consumption.
- Abnormal power output of welder:
- Check whether the input voltage of welding machine is normal.
- Check the tightening of the screw at the connection points of electrodes, welding torches, welding pliers and cables.
- Check whether the cable section area is reduced due to the loosening of the joint connection or the breaking part of the cable due to long service time, which needs to be replaced.
- Check whether the contact surfaces of the electrodes and components are unclean or oxide layer exists, and if so, they must be cleaned up.
- The welding machine is not working properly:
- Turn on the power supply, hear the sound of alternating current, power supply wire or fuse break, check (module or contactor, damage needs to be replaced).
- Turn on the power supply, the welding switch is not pressed, but there is spark between the two poles. Check the main circuit (thyristor or contactor, welding torch switch of foot switch) is normal (such as thyristor breakdown, contactor short circuit, switch short circuit, need to be replaced).
- Leakage:
- Whether there is shell-bumping phenomenon at the junction pole of the power supply.
- Whether there is shell-bumping phenomenon in the main circuit lead of the machine.
- Transformer primary leakage.
Attention: Power must be cut off for inspection and maintenance, and attention should be paid to the safety of electricity consumption. Troubleshooting must be carried out by electrical professionals according to the above steps or electrical schematic diagram. Proper use and timely maintenance can prolong the service life of welding machine and improve work efficiency.
Typical Applications:

